如何使用椭圆型刀具进行超弦精加工?
时间:2019-11-08 21:16:01 热度:37.1℃ 作者:网络

Mastercam 的 Accelerated Finishing™ 超弦精加工技术是对于使用圆弧刀具进行高效精加工的编程解决方案。可以针对各种形状的大圆弧刀具,基于刀具形状,通过特殊刀路算法,对加工过程中的刀具接触点进行动态补偿,可以充分利用圆弧刀具的外形进行高精度高效率的精加工。
之前,我们介绍了超弦精加工的原理及加工策略的选用。
在最新的 Mastercam 2020 版中,超弦精加工技术可以支持五个大类的圆弧刀具:
1)椭圆型式(Oval Form)
2)圆桶型式(Barrel Form)
3)锥度型式(Taper Form)
4)透镜型式(Lens Form)
5)镜筒型式(Barrel-Lens Form)

每一种类型的刀具都有各自应用的特点和场景,今天介绍椭圆型式(Oval Form)的刀具的特点和应用场景。
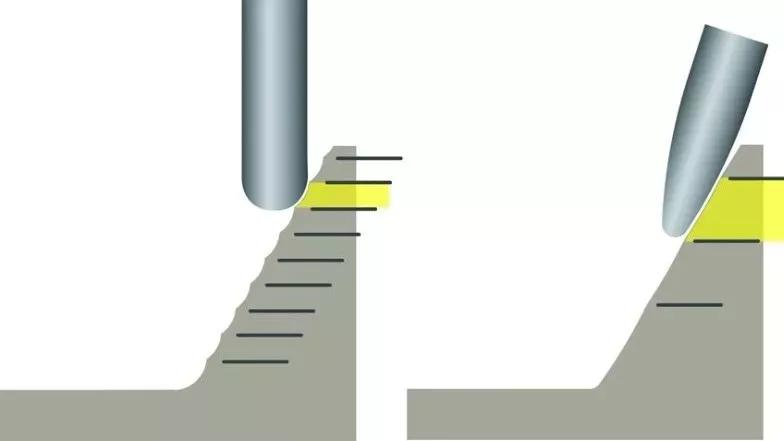
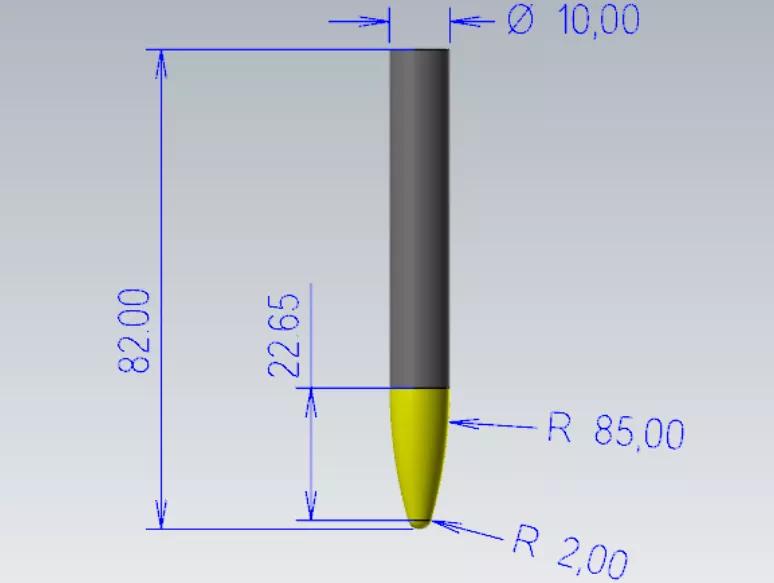
椭圆型式的圆弧刀具的切削刃由一个大弧度的侧刃和一个小弧度的刀尖构成。在进行精加工时,主要使用大弧度侧刃进行切削。
正如之前在超弦精加工原理篇中提到的,使用大弧度切削刃进行精加工,在步距相同的情况下,可以达成更小的残脊高度。
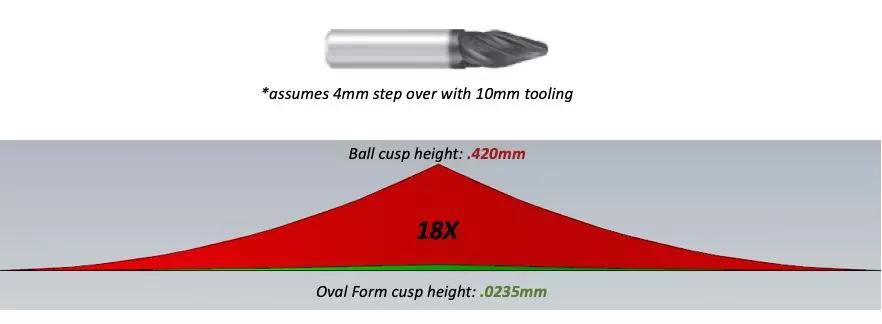
举个例子:同样直径为10mm的球刀和椭圆型式圆弧刀,在步距为4mm时,球刀留下的残脊高度为0.420mm;椭圆型式圆弧刀留下的残脊高度为0.0235mm。前者留下的残脊高度是后者的18倍!
因为椭圆型式圆弧刀侧刃弧度大、刀尖弧度小,在实际应用中,适用于 U、V 方向都有曲率的偏陡峭曲面的精加工。
01
案例一:涡轮叶片精加工


涡轮叶片是典型的非直纹曲面,叶片曲面上的曲率是可变弧的,曲面的结构近似扭曲。
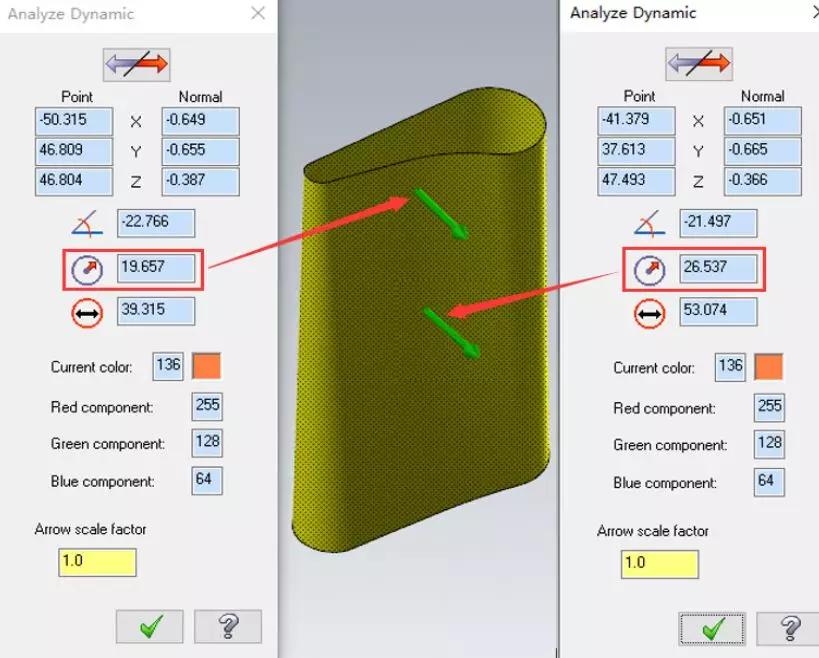
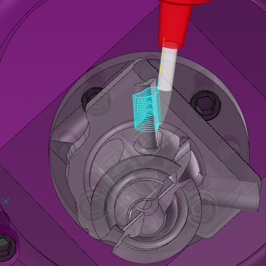
针对叶片特征,选用五轴策略中的渐变(Morph)进行编程

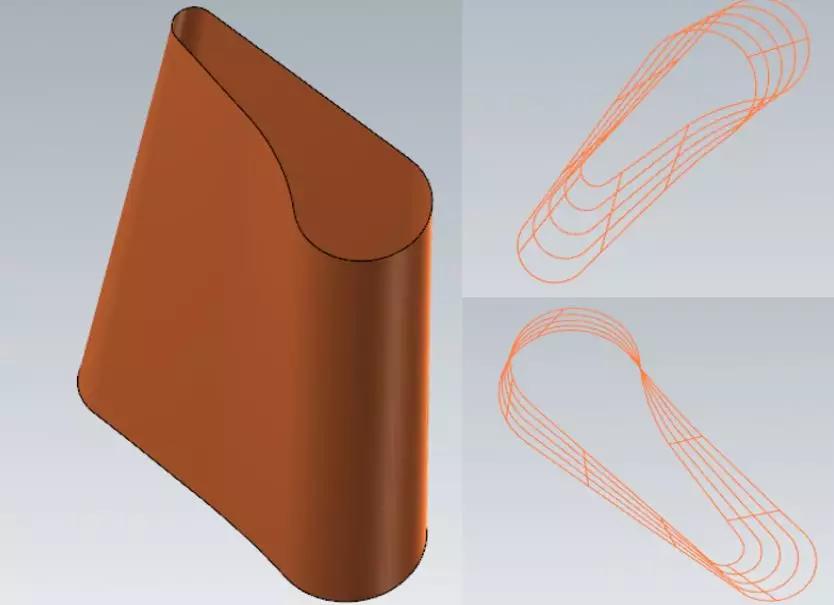
生成的刀路:
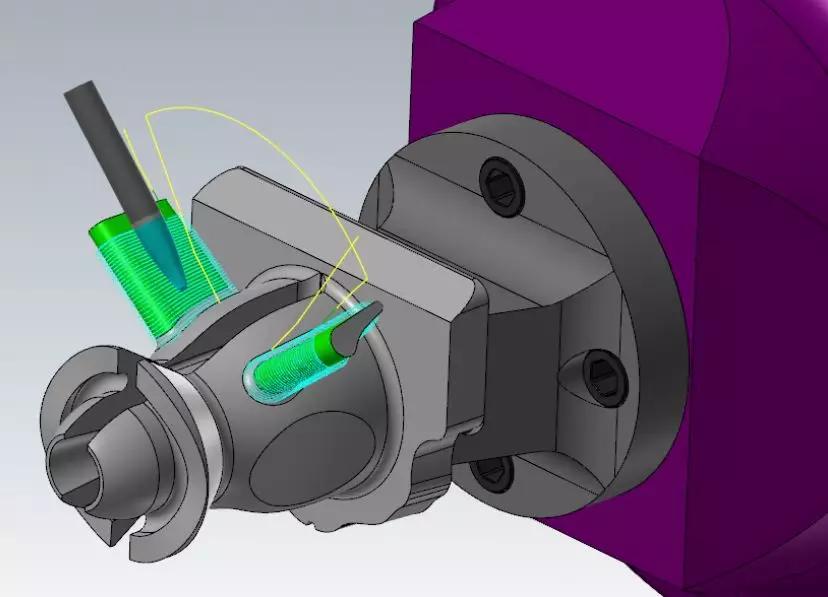
我们可以看到,生成的刀路中,充分利用了椭圆型式刀具侧刃上的大圆弧。
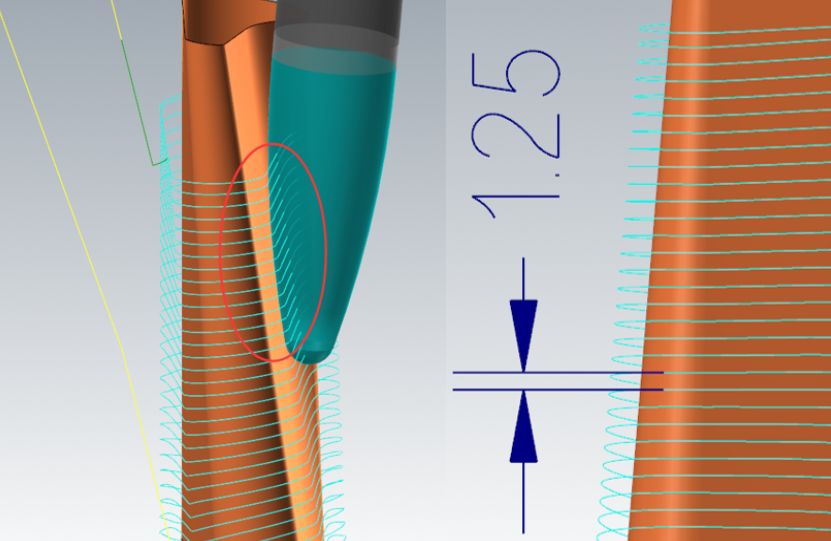
在这个案例中,选用10mm 椭圆型式圆弧刀具,使用的切削参数:
转速:12000 RPM
进给:1270 mm/min
步距:1.25mm
精加工时间:4分30秒
留下的残脊高度:0.0048mm

对比试验 1:
选用10mm球刀,使用相同的加工策略和切削参数进行精加工:
转速:12000 RPM
进给:1270 mm/min
步距:1.25mm
精加工时间:4分30秒
留下的残脊高度:0.0432mm

对比试验2:
选用10mm球刀,加工至与椭圆型式圆弧刀相同的残脊高度。
所需精加工时间:10分55秒
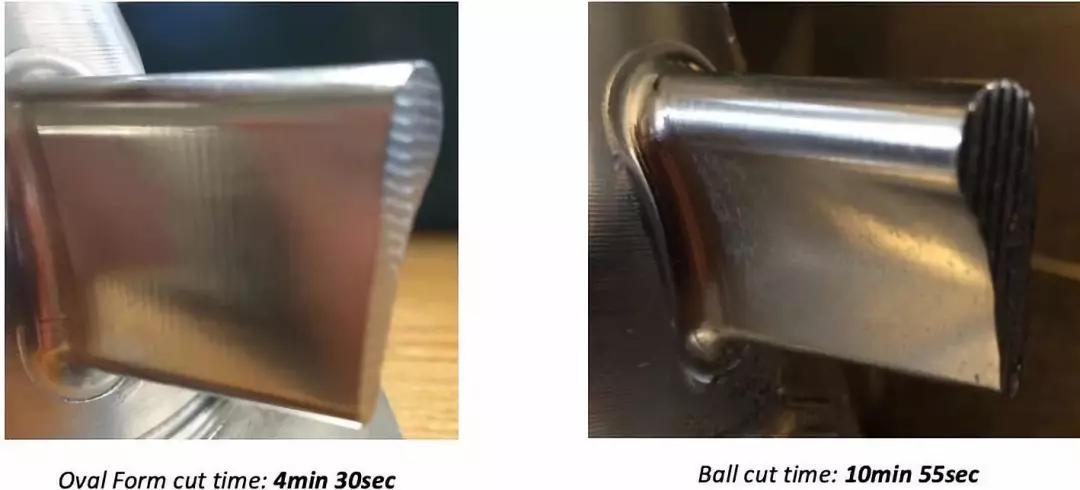
在此案例中,使用超弦精加工技术,将循环时间减少了约 60%
02
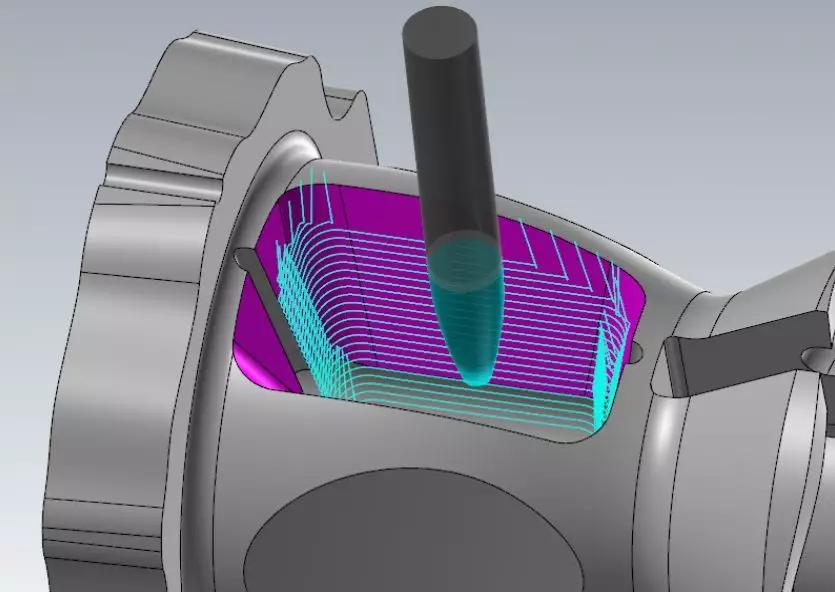
案例二:陡峭 3D 曲面特征精加工

选用10mm 椭圆型式圆弧刀具,使用五轴平行(Parallel)策略,切削参数:
转速:12000 RPM
进给:1270 mm/min
步距:1.25mm
精加工时间:1分50秒
留下的残脊高度:0.0048mm

对比试验 1:
选用10mm球刀,使用相同的加工策略和切削参数进行精加工:
转速:12000 RPM
进给:1270 mm/min
步距:1.25mm
精加工时间:1分50秒
留下的残脊高度:0.0432mm

对比试验2:
选用10mm球刀,加工至与椭圆型式圆弧刀相同的残脊高度。
精加工时间:5分02秒
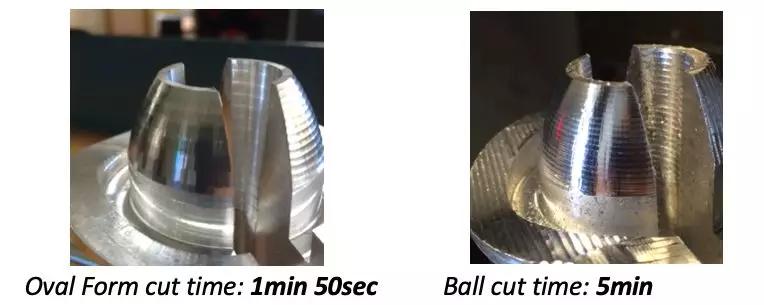
此案例中,也将精加工时间减少了近60%。
03
总结
通过以上两个案例,对比两种刀具的加工模拟结果显示,球刀需要较小的步进增量,才能保证精加工表面的质量,当被加工表面较大时,加工时间会变的非常长。而使用大圆弧刀具则可以更大的步进量,来达到同样的表面质量,这样一来就可以大幅缩短循环时间。但使用大圆弧刀具时必须保持在切削刃以合适的角度与工件接触,以便大半径刀刃轮廓起到最佳效果。
总结一下,椭圆型式圆弧刀具,适用于 U、V 方向都有曲率的偏陡峭曲面特征的精加工。例如:
叶片:

带有斜度的型腔侧壁:
陡峭3D曲面:

更多行业干货分享,欢迎登陆工业零部件采供对接平台-海智在线官网(https://www.haizol.com)

